0 to 80.
Min sheet metal panel folds.
Sheet metal parts with a minimum of 0 9mm to 20mm in thickness can be manufactured.
0 to 2m min.
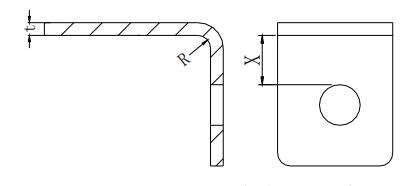
The farther the metal protrudes beyond the tooling an area of the machine called the throat the higher the resulting flange will be.
Unlike the bend flange contour flange or hem features which all add material to the design the fold feature does not add material.
Sheet metal fabrication is a cold processing process which is commonly used for punching bending drawing and forming.
In fact research suggests that manufacturers spend 30 to 50 of their time.
If you re just trying to strengthen a panel a broken edge as small as inch wide can make a big difference in the strength of the panel.
The deeper the throat the higher the flange.
How large of a bend you put in the metal depends on the application and fitment of the piece.
Click the bend line to use for the fold.
When working with a brake press hems are always created in a two step process.
Bends in sheet metal are manufactured using sheet metal brakes.
In fold location click one of the following to specify.
Create a bend with acute angle tooling in the metal 30 is preferable but 45 will work for some circumstances.
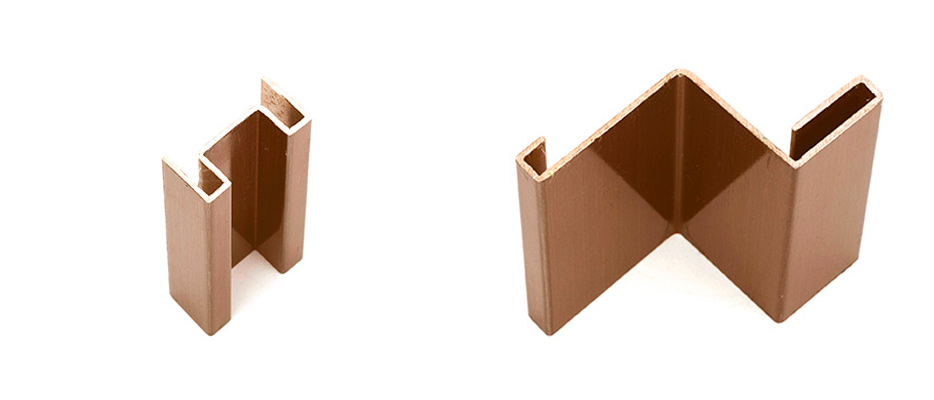
Creating precise sharp angles and folds with v grooving machinery.
Fold corners in flat metal sheets to create your own bin boxes drip pans and other three dimensional objects.
Sheet metal usually refers to a thin metal plate with a thickness of 6 mm or less.
V grooving and folding of sheet metals.
A fold on a sheet metal face forms about a straight sketched bend line that terminates at face edges.
Folding over the edge of a piece of sheet metal will give the metal instant structural integrity.
Bending metal using a v grooving machine allows it to be folded to a tight radius or sharp corner.
Similar to tucking the corners of a bedsheet these benders twist and wrap the metal into triangle shaped folds to form corners.
Engineers designing sheet metal enclosures and assemblies often end up redesigning them so they can be manufactured.
In sheet metal hemming means to fold the metal back on itself.
A 1 degree tolerance on all bend angles.
Finish the fold by creasing it with a regular hand held sheet metal bender.
With the sheet metal in place the machine s bending blades from above and below move to fold the metal.
When designing parts for laser cutting one should not make holes smaller than the thickness of the material.
For sheet metal parts the thickness is the same everywhere.