18 8 type 302 020 063 063 063 063 063 063 063 063 063 025 094 063 063 031.
Minimum bend radius 304 stainless steel sheet.
It is possible to choose other bends if you require but additional lead time and tooling charges may apply.
For instance right now in solidworks for say 11 ga sheet metal i use a bend radii of 0 005 and a k factor of 0 275 and that seems to work pretty well when i put the flat views on my prints.
Sheet metal bend radii if these guidelines are not followed more research and or some form of analysis may be requried.
For thin gauges 063 and less 1 2 the material thickness for simple bends of 90 degrees or less is acceptable.
Use the minimum bend dimension values in the charts below for your minimum closeness of cutout to a bend.
Divide 50 by the material s reduction percentage as specified by the material supplier subtract by 1 and then multiply by the plate thickness.
You described a rough rule to find a steel s minimum bend radius.
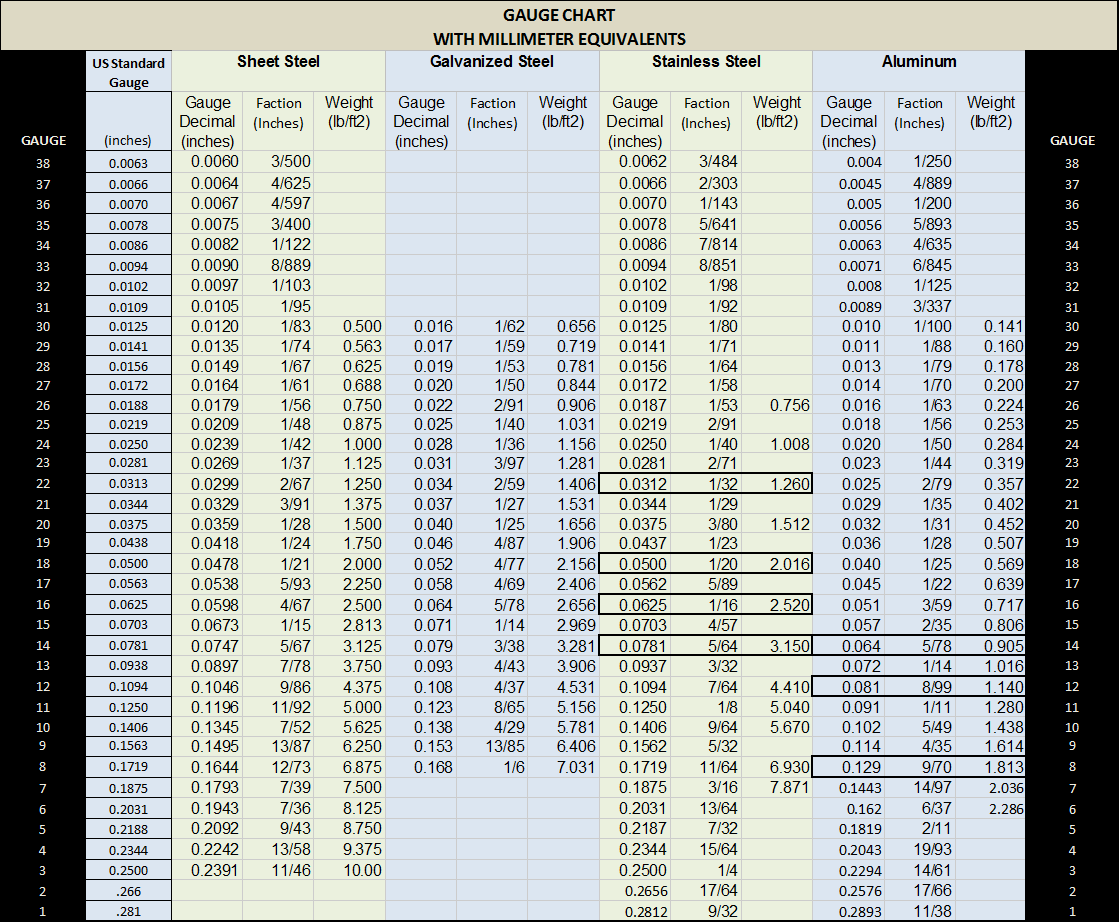
The minimum bend radius data shown in these charts is measured to the inside of the bend.
Material bend radii and minimum bend size charts please note.
And by that i mean the cut out prior to bending comes out to the right size.
The bend radius you select may not be available if the geometry of the part will not allow us to bend with the specific tooling required to achieve that radius.
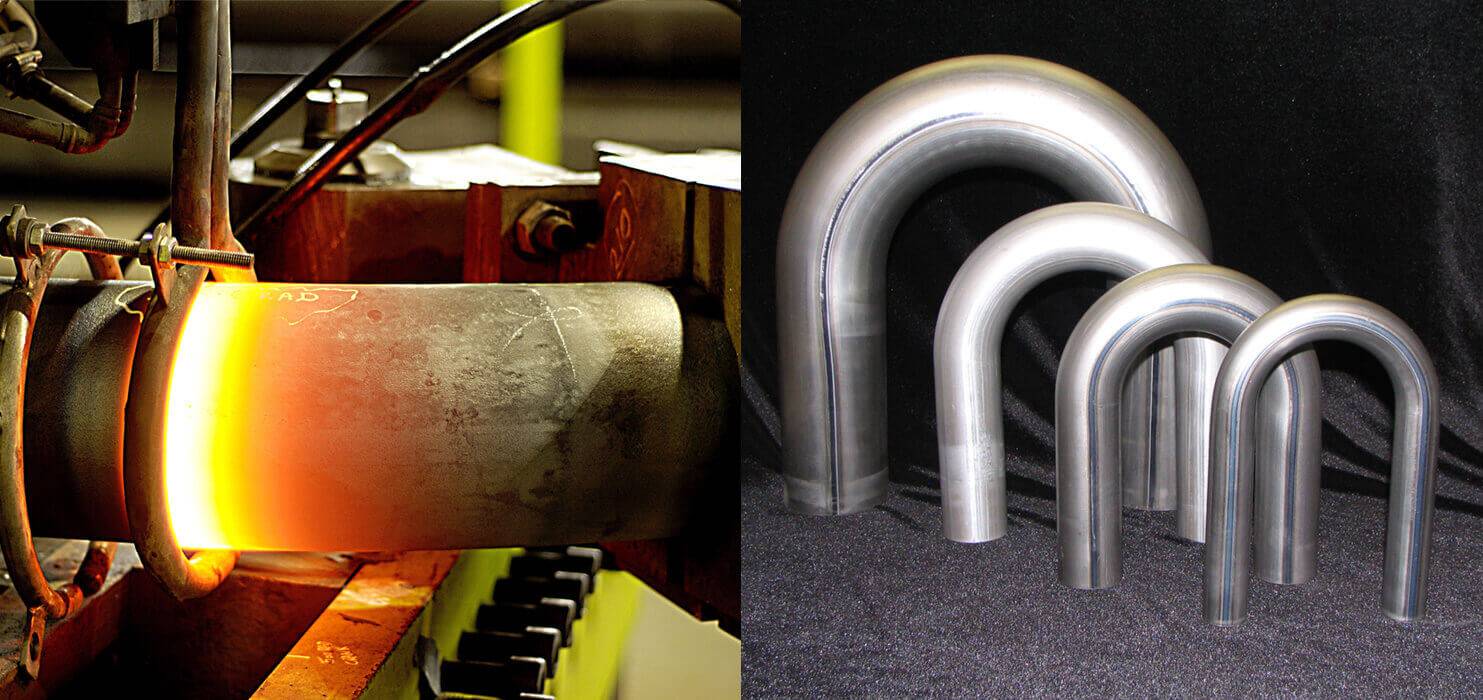
Since commercial sheet metal bending can be done with less concern for stresses caused during forming operation the radius can be near zero for thin sheet metal.
The bend radii listed are standard minimum if manufacturing for aircraft and aerospace applications.
To get the best results a design engineer has to account for many factors such as the end use of the metal form the material the sheet metal is made of plain steel stainless steel etc and the dimensions shape of the final product.
Discover all our calculation tools in the calculators section of the top menu.
We go beyond the general rules of sheet metal bending as our customers want tight bend radii for sheet metal parts.
For hems a bend of 180 degrees it s highly desirable to use at least one material thickness for most alloys in this size range and essential for aluminum.
Specifing a bend radius from here will help prevent hair line cracks.
Making a custom metal form using sheet metal is a surprisingly delicate process.
So i am looking for the parameters for 304 ss that will have the same outcome.
In a previous bending basics article you mention a material s tensile reduction percentage used for calculating the minimum inside bend radius of various metals.
Recommended minimum bend radii for steel and aluminum.
The tables below show bend radii and minimum bend sizes for materials and tooling combinations stocked by protocase.