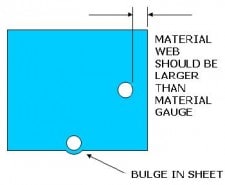
Avoid large sheet metal parts with small bent flanges.
Minimum sheet metal thickness tapping.
1 factors determining the minimum l bending.
Minimum sheet metal thickness for tapping.
View profile view forum posts visit homepage.
As the middle of the v groove is hollow when forming the edge fold must be longer than the hollow section and the specific landing edge size varies in the production of different companies the lower section of v groove is under use for a long time the r angle increases which makes the.
We ll cover the common groups.
To get a good threaded tap how thick should aluminum sheet metal be.
Point length winged drill reamer flute drilling capacity material thickness recommendations steel to steel thickness of material to be drilled in 0 500 2 point 3 point 4 point 5 point 0 500 0 400 0 300 0 200 0 210 0 220 0 250 0 250 0 250 0.
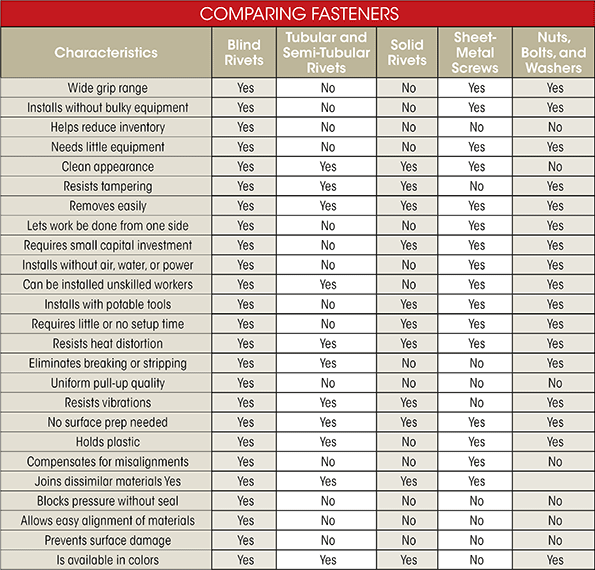
Tapping screws especially type a are referred to as sheet metal screws because one of their first applications was in ventilation ducts made of sheet metal.
For example if a 20 tap is required each thread pitch of a 20 thread per inch tap is 050.
If we multiply the 050 by 2 we arrive at a wall thickness of 100.
And break off when they contact metal surface minimum metal thickness 0 06 to be drilled.
It shall be equal to three times of sheet thickness plus bend radius.
Thread forming thread cutting thread rolling and self drilling.
For limited material thickness you can decrease the drilling and tapping depths and do one or more of following and still accommodate the full insert length and set it below the.
Minimum sheet metal flange bend length 3 x sheet thickness bend radius.
The general rule of thumb is to have a wall thickness that is two times the pitch of the tap.
For example tapping standoff threads into a motherboard tray.
1 factors determining the minimum l bending.
Over time though different types evolved.
Determining wall thickness with metric taps is even more straight forward.
11 17 2009 11 35 am 2.
The minimum full thread tapping depth h for through and blind holes without a countersink is equal to the insert nominal length ln.
The minimum bend edge dimension l in the figure is the minimum bend edge dimension of one bend edge plus t t is the material thickness and the height h should be selected from commonly used plates such as 0 5 0 8 1 0 1 2 1 5 2 0.
In low carbon steel sheet metal the minimum radius of a bend should be one half the material thickness or 0 80 mm 0 03 inch whichever is larger counterbores.
I m guessing 2mm but would 1 5mm suffice.